8、边缘拉伸加工?(Flange drawing):对前工序拉伸产品的凸缘部进行角形再拉伸加工,此种加工要求材料具有良好的塑性。

9、深度拉伸加工?(Deep drawing):超过拉伸加工极限的拉伸加工产品,需要经过两次以上的多次拉伸方能完成。经过前工位深度方向拉伸加工的产品,在深度方向进行再拉伸加工。宽凸缘拉伸件,第一次拉伸时就拉伸成所要求的凸缘直径,在其后再拉伸时,凸缘直径保持不变。
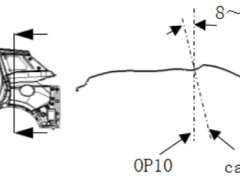
10、锥形拉伸加工?(Taper drawing):h/d>0.8、α =10°~30°的深锥形件,由于深度较大,坯料的变形程度较大,仅靠坯料与凸模接触的局部面积传递成形力,极易引起坯料局部过度变薄乃至破裂,需要经过多次过渡逐渐成形。阶梯拉伸法是首先将坯料拉伸成阶梯形过渡件,其阶梯外形与锥形部的内形相切,最后胀形成锥形。阶梯过渡件的拉伸次数、工艺等与阶梯圆筒件的拉伸相同。
11、矩形再拉伸加工?(Rectangular redrawing):多次拉伸成形的高矩形件,其变形不仅与深圆筒形件的拉伸不同,与低盒形件的变形也有很大差别。下图为多工位自动搬送压力机进行高矩形盒件加工时,多次拉伸过程中制件外形、尺寸伴随拉伸高度的变化。
12、曲面成形加工?(Surface forming):曲面拉伸成形,使金属平板坯料外法兰部分缩小,内法兰部分伸长,成为非直壁非平底的曲面形状的空心产品的冲压成形方法。